

वैल्डिंग और इसकी आवश्यकता -
ऊष्मा द्वारा दो रेलों के सिरों को जोड़ने की प्रक्रिया को " वेल्डिंग ' कहते है
वेल्डिंग के प्रकार :-
1. गैस प्रेशर वेल्डिंग (आक्सी -एसीटिलीन वेल्डिंग)
2. इलेक्ट्रिक आर्क वेल्डिंग
3. थर्मिट वेल्डिंग
4. फ्लैश बट वेल्डिंग
एल्युमिनो थर्मिट वेल्डिंग :-
सामान्य सिध्दांत :- जब आयरन आक्साइड और एल्युमिनियम के मिश्रण को (थर्मिट पोरशन ) जलाया जाता है तो एक रासायनिक क्रिया होती और ऊष्मा के साथ आयरन मिलता है तथा एल्युमिनियम आक्साइड स्लैग के रूप में अलग हो जाता है
(159 gm ) + (54 gm ) = (102 gm ) + (112) gm
यह एक एक्सोथर्मिक क्रिया है जो 20 +- 3 सेकेण्ड में पूरी होती है एवं लगभग 2500 का तापमान प्राप्त होता है आयरन पहले से गर्म किये हुये रेल सिरों के साथ फ्यूज होता है और एक लगातार फ्यूजन वेल्डिंग जोड़ बनता है और एल्युमिनियम आक्साइड हल्का होने के कारण स्लेग के रूप में ऊपर आ जाता है वैल्ड की ताकत पैरेंट रेल की लगभग 56% होती है
ए. टी. वेल्डिंग के प्रकार :-
1. पारम्परिक वैल्डिंग :-
इस विधि में ग्रीन सैंड मोल्ड का प्रयोग करते है और कम्प्रेशर के द्वारा साइड हीडिंग की जाती है इसमें 45 मिनट में प्री - हीटिंग होती है इस विधि का प्रयोग अब नही किया जाता है
2. एसकेवी वेल्डिंग / एसपीडब्ल्यू (शार्ट प्री - हीट वेल्ड)



ए. टी. वैल्डिंग की पध्दति -
1) प्राथमिक कार्य -
(अ) वेल्डिंग हेतु दोनों तरफ 5 -5 स्लीपरो की फासनिंग निकाली जाए
(आ) रेल के दोनों सिरों को 150 मिमी लम्बे तक वायर ब्रश और केरोसिन से साफ़ करना चाहिए
(इ) रेल के सिरों में बर है तो निकाल दे
(ई) रेल के सिरों के बीच का गप 25 +- मिमी रखा जाए
(उ) दोनों रेल के सिरों का अलाइनमेंट उर्ध्वाधर और पार्श्व में 1 मी. सीधी पट्टी से किया जाए टालरेंस -पार्श्व में +- 0.5 मिमी उर्ध्वाधर में 1.0 मिमी
(ऊ) असमान कूलिंग के कारण रेल जोड़ो को ऊँचा रखने के लिए कुछ छूट दी गई है 72 यूटीएस के लिए 1.5 से 3 मिमी और 90 यूटीएस के लिए 1.2 मिमी तक
(2) क्रूसिबल का प्री - हीटिंग :- क्रूसिबल धातु का बना रहता है इसे रिफ्रेक्टरी सैंड से लाइनिंग किया जाता है (मै ग्नीसाइट / एलुमिना स्लैग के टुकड़े ) क्रूसिबल को पहले साफ़ किया जाता है फिर 600' पर प्री हीट किया जाता है ताकि नमी पूरी तरह से खत्म हो सके
(3) मोल्ड लगाना :- प्री - फ्रेबिकेटेड मोल्ड हाई सिलिका बालू और सोडियम सिलिकेट के मिश्रण से बना होता है इस मिश्रण को कार्बन डाई आक्साइड के द्वारा कड़ा किया जाता है इसलिए इस मोल्ड को सूखा मोल्ड भी कहते है मोल्ड को प्री - फ्रेब्रिकेटेड एम. एस. शीट का बना हुआ मोल्ड बॉक्स में डालकर रेल के साथ बांध दिया जाता है यह सुनिश्चित करना चाहिए कि मोल्ड का सेंटर रेल गैप के सेंटर के सामने रहे मोल्ड के दोनों भाग को मोल्ड प्रेशर क्लैप से कस देना चाहिए
(4) मोल्ड का लूटिंग करना :- मोल्ड के सतह को जो रेल प्रोफ़ाइल से सटा होता है उसे लूटिंग बालू से बंद कर दिया जाता है ताकि हीटिंग बाहर न आने पाए और वेल्ड मेटल बाहर न निकल पाए
(5) रेल का प्री - हीटिंग :- बर्नर को रेल टॉप से 40 मिमी ऊपर लगाया जाता है प्री हीटिंग 600 +- 20' तापमान पर किया जाता है इस तापमान को पाइरो मीटर से नापा जाता है


(6) क्रूसिबल लगाना :- क्रूसिबल को क्रूसिबल के स्टेंड पर इस प्रकार लगाया जाता है कि टेपहोल क्रूसिबल के स्टेंड अपर इस प्रकार लगाया जाता है कि टेप होल क्रूसिबल का और पोरिंग गेट मोल्ड का एक लाइन में उर्ध्वाधर दूरी 50 मिमी तक रहे थिम्बल लिक्विड मेटल के गति को सुनिश्चित करने के लिए लगाया जाता है


(7) क्रूसिबल का प्लागिंग :- क्रूसिबल की तली के टेप होल में क्लोजिंग पिन डाल दिया जाता है टैप होल के ऊपर एस्बेस्टस पाउडर फैला दिया जाता है ताकि पिघली हुई धातु का सम्पर्क क्लोजिंग पिन से न हो सके एस्बेस्टस पाउडर हल्का होता है इसलिए उसके ऊपर स्लैग बुरादा दाल देते है पोर्शन क्रूसिबल में दाल देते है एल्युमिनियम एवं बेरियम पर आक्साइड से बनि माचिस से पोर्शन को जला दिया जाता है
(8) पोर्शन का जलना और टैपिंग :- क्रूसिबल का कैप लगा कर इग्नाइटर की मदद से पोर्शन को जलाया जाता है निम्नलिखित समय के अनुसार एक्सोथर्मिक प्रक्रिया होती है -
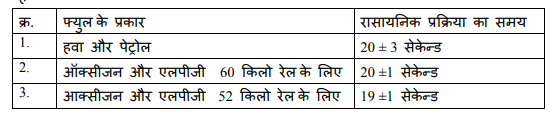
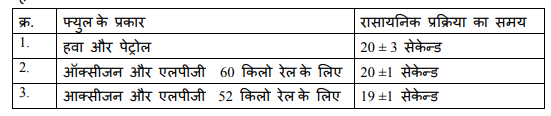
अभिक्रिया के बाद पिघली धातु से स्लैग अलग होने में 3 सेकेण्ड का समय लगता है पिघली धातु को कलर ग्लास से देखा जा सकता है पिघली धातु दोनों रेल के गैप भर देती है
(9) मोल्ड खोलना और फ़ालतू मैटेरियल हटाना :- पिघली धातु 4-5 मिनट में ठोस हो जाती है यदि काटने का कार्य वेल्ड ट्रिमर से कर रहे है तो 3.5 - 4 मिनट बाद काटते समय ध्यान दे कि 1 - 1.5 मिमी उपरी सतह ग्राइंडिंग के लिए छोड़ दे रनर और राइजर रेल फुट से फैलाकर फ्लैज किलियरेंस बढाया चाहिये वेल्ड मेटल डालने के 30 मिनट बाद गाड़ी जाने देना चाहिए
(10) ग्राइंडिंग :- ग्राइंडिंग दो स्टेप में करना चाहिए -
रफ ग्राइंडिंग :- वेल्ड करने के दिन 24 घंटे के अंदर कर देना चाहिए
ग्राइंडिंग के बाद वेल्ड फिनिशिंग के लिए नि निम्नलिखित छूट दी गई है -
वर्टिकल एलाइनमेंट :- 1 मीटर के सीधी पट्टी पर + 1.0 मिमी , - 0.00 से ज्यादा नही होना
लेटरल एलाइनमेंट :- 1 मीटर के सीधी पट्टी पर +- 0.5 मिमी से ज्यादा नही होना
उपरी सतह पर फिनिशिंग :- 10 सेमी की सीधी पट्टी पर + 0.4 मिमी - 0.0 मिमी
साइड का हेड फिनिशिंग :- + 0.3 मिमी गेज साइड 10 सेमी के सीधी पट्टी पर
(11) मार्किंग :- प्रत्येक वेल्ड को किलोमीटर में क्रम से नंबर देना चाहिये इसमें महीना, साल, एजेंसी , वेल्डर कोड तथा वेल्ड क्रमांक होना चाहिये एक एल्युमिनियम की 10 x 300 मिमी की पट्टी रेल के वैब में जोड़ से 300 मिमी की दूरी पर ईपोक्सी लगाकर चिपकानी चाहिये
(12) पेंटिंग :- जंग से बचाने के लिये वेल्ड को दोनों ओर 100 मिमी तक पैंट करना चाहिये उसके बाद जंग लगने वाले क्षेत्रो में एक साल तथा सामान्य क्षेत्रो में 4 साल में एक बार वैल्ड को पैंट करना चाहिये
अच्छा वेल्डिंग करने के लिए ली वाली सावधानियां -
1. वेल्डिंग सुपरवाइजर प्रशिक्षित होना चाहिए
2. वेल्डर प्रशिक्षित होना चाहिए
3. एक सुपरवाइजर 50 मी दूरीई तक दो वेल्डिंग टीम से ज्यादा का कार्य नही करेगा
4. पोर्शन का प्रकार और रसायन मैच होना चाहिए
5. रेल का सिरा गुनिया और सीधा होनाचाहिए
6. अलाइन्मेंट ठीक होना चाहिए
7. रेल के सिरे की सही सफाई करना चाहिए
8. स्टॉप वाच का प्रयोग करे
9. टेक में प्रेशर सही होना चाहिए
10. हेड , वेब और फुट में गैप बराबर होना चाहिए रेल कट सीधा होना चाहिए
11. प्री - हीटिंग समय सही होना चाहिए
12. बर्नल का नोजल साफ़ रहना चाहिए
13. टेपिंग समय और मोल्ड वेटिंग समय सही होना चाहिए
14. दस्ताना और कलर चश्मा प्रयोग करना चाहिये
15. डैम्प मोल्ड का का उपयोग न करे
16. लेटरल घिसाई 6 मिमी से अधिक नही होनी चाहिये
17. वेल्डिंग से 4 मीटर के अंदर कोई वेल्ड या फिश प्लेट जोड़ नही होना चाहिए
18. नमीवाला पोर्शन उपयोग में नही लाना चाहिए
19. प्रमाणित एजेंसी , सप्लायर से ही वेल्डिंग कराये
20. वर्षा में वेल्डिंग नही करना चाहिए
21. रेल के सतह को दोनों ओर से रेल गार्ड से कवर कर देना चाहिए
22. थर्मिट वेल्डिंग करने के बाद जब तक यूएसएफडी जाँच से सही वेल्ड प्रमाणित न हो जाए तब तक जोगल प्लेट दो क्लैप लगा देना चाहिए (शुद्धि पत्र सं. 99)
वाइड गैप का वेल्डिंग
रेलवे में नया तकनीक अपनाया गया है इससे खराब वेल्ड को निकाल कर जल्द यातायात शुरू कर सकते है खराब वेल्ड को निकालने के लिए 50 मिमी या 75 मिमी का गैप किया जाता है एक वेल्ड के लिए केवल 50 या 75 मिमी का गैप बनाया जाता है
50 मिमी वाइड गैप वेल्डिंग :- खराब वेल्ड को 50 +- 1 मिमी गैप से काटते है वेल्डिंग के दौरान गैप सही करने के लिए रे; टेन्सर का उपयोग किया जाता है शेष प्रक्रिया एसकेवी वेल्डिंग (25 मिमी गैप ) के जैसा अपनाया जाता है
75 मिमी वाइड गैप वेल्डिंग :- खराब वेल्ड को 75 +- 1 मिमी गैप बना कर काटते है गैप सही करने के लिए रेल टेन्सर का उपयोग किया जाता है शेष प्रक्रिया एसकेवी वेल्डिंग (25 मिमी. गैप) के जैसा अपनाया जाता है
पोर्शन का वजन - 22 किग्रा
प्रेशर - एलपीजी - 2 - 4.5 किग्रा / सेमी
आक्सीजन - 7 - 8 किग्रा / सेमी
वाइड गैप वेल्डिंग की विशेषताए -
रेल क्लोजर डालने की जरूरत नही पड़ती
शीघ्र यातायात शुरू कर सकते है
यह टेकनिक आसान और कम खर्चीला है
वेल्डिंग प्रमाणित वेल्डिंग पार्टी से किया जाना
अच्छा गुणवत्ता की वेल्डिंग मिलती है


No comments:
Post a Comment
Note: Only a member of this blog may post a comment.